シリコン型を作りたい方&3Dプリンタを使える方に役立つアイデアです。
まず型取りしたい「原型」のオブジェクトを用意します。
粘土などで制作した原形でももちろんOKですが、本例では光造形3Dプリンタで出力したものを原形としています。
直径5cm、高さ9cmのシンプルな円柱です。
原型に残るサポート痕や積層痕はサンディング、パテ埋め、サフェーサーを吹いて表面を整えておきます。
▼完成した原形

次にこの原型をシリコンで型取りしていきます。
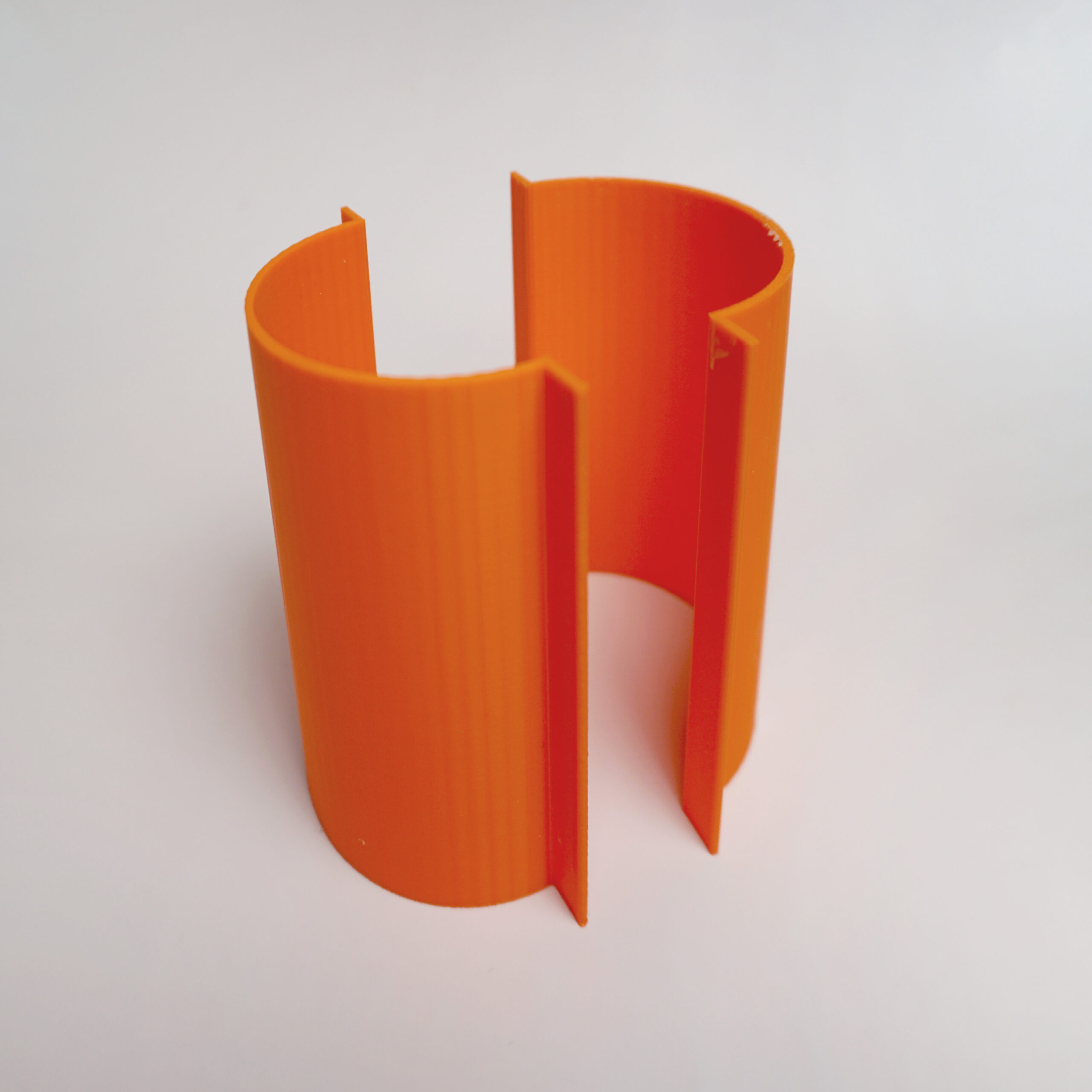
原形より一回り大きいサイズで、周囲に土手(サポートシェル・ジャケット・バックアップなどともよばれます)を3Dプリンタで出力してみました。素材はPLAで出力しています。
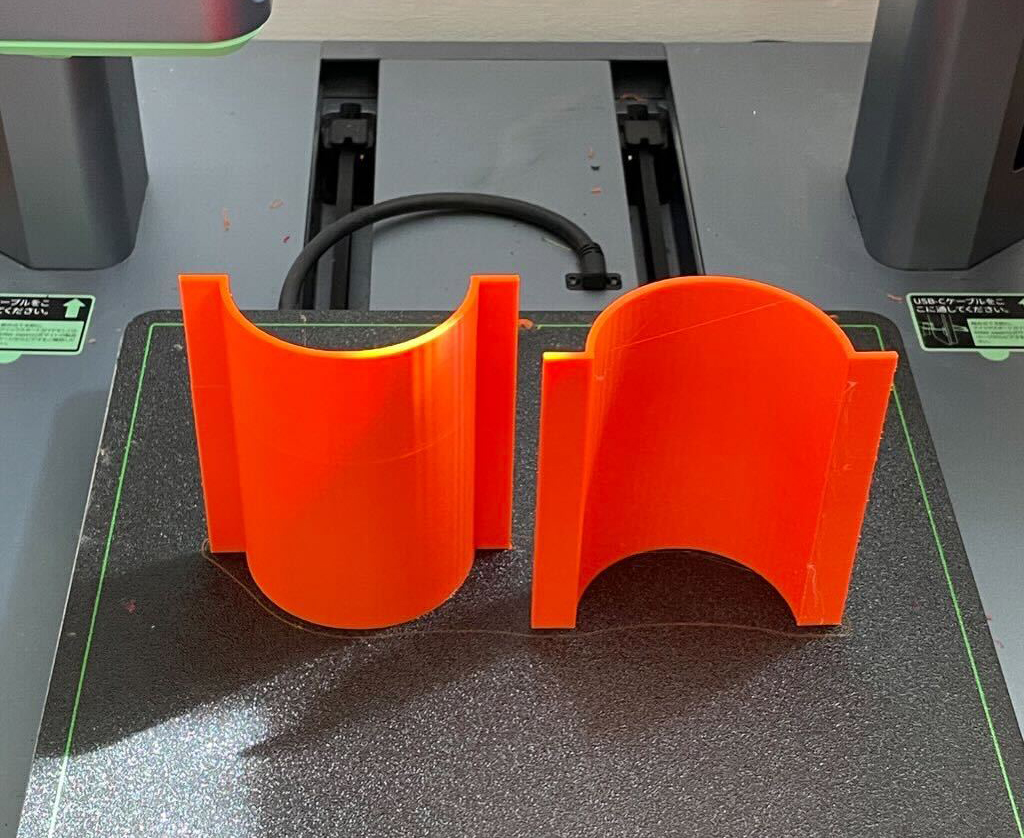
シリコン型の底部分を作るために、シェルの高さは原形より5mm高くしています。また周囲は、原型から7mmの隙間を空けています。この隙間にシリコンが流れ込むので、隙間が狭いほどシリコンの量を節約できますが、あまり狭くしすぎるとシリコンが流れにくく内部に気泡が残りやすくなってしまうため注意が必要です。
シェルのパーツ2つを分けることでクリップで簡単に外したり固定したりできるようにしました。
今回は側面のみを3Dプリンタでシンプルに作成していますが、底面パーツも出したり、構造を工夫するなど、色々手を入れるのも楽しそうですね。
シェルができたら、型取り用シリコンを流す準備をしていきます。
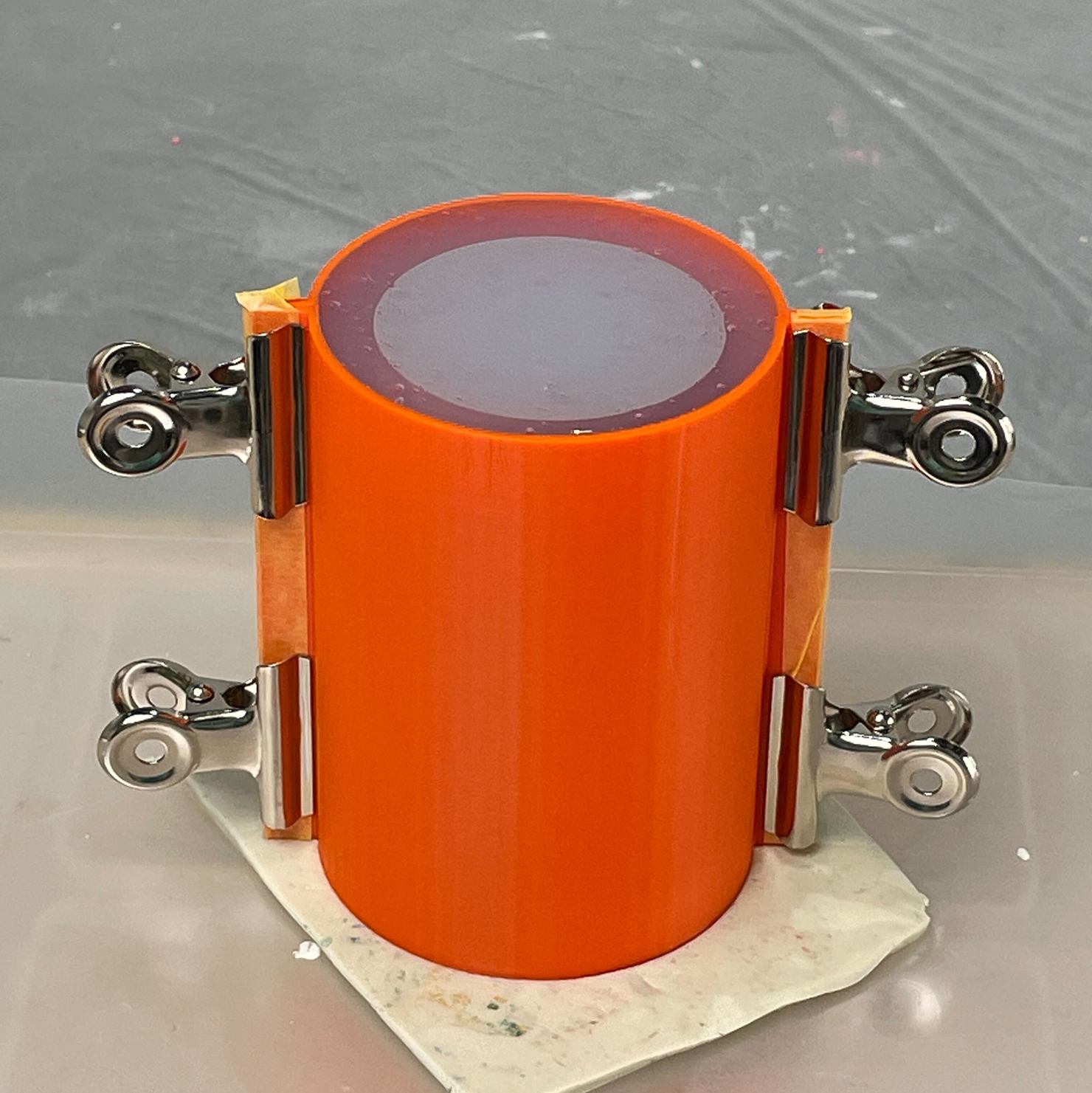
水平で平らな台の上で作業をします。本例では、底には薄く平らに伸ばした粘土板を敷き、原型とシェルを底に押し付けて隙間が無いように固定しました。シェルのパーツの隙間もテープを貼って密閉しています。
型取り用シリコンの主剤と硬化剤を量って、手早く十分に混合してから、手早く型に流し込みます。
型取り用シリコンはこちらで買えます♪今回は半透明のシリコンを使っています(完成した型の中が見えて便利です)
隙間があまり広くないので、一気に流さず、少しづつ壁を伝って下に落ちるように流しました。
ポイント1
原形の素材・シリコンの種類によって、シリコンが硬化不良を起こしたり、原型にくっついてしまい外れなくなる場合もあるため、事前に少量の塗布テストを行って問題なく硬化するか・また原形から離形するか確認することをお勧めします。
ポイント2
シリコンを流す時には、わずかな隙間からも少しづつシリコンが漏れ出すため、しっかり隙間をふさぐことが大事です。粘土・テープ・ホットボンドなどでしっかりふさぎます。
このシリコンは硬化まで8時間程なので、シリコンが固まるまで待ちます。
完全にシリコンが固まったら、シェルを外して、原型も抜きます。
↓の動画は白いシリコンで流した別シリコンの脱型シーンです。原形と型の隙間が5mmと狭かったため大きめの気泡が入ってしまったちょっと失敗作です。
ポイント3
シリコン型が深くて原形やジェスモナイトが取り出しにくい場合には、シリコンの隙間からエアを入れると比較的簡単にとりだせます。(キーボード用のエアダスターなど活用してみてください♪)

スマートにオリジナルのシリコン型が作れました♪
作ったシリコン型にジェスモナイトAC100を流し込むとこんな感じに。



下のように、異素材を混ぜ込んで固めてみても面白いです。

ポイント4
大きいシリコン型は、ジェスモナイトを流し込む時にもシリコン型の外側に3Dプリントのシェルをセットしておくと、シリコンの歪みが防げます。
3Dプリンタを活用しながら、質感を変えた量産プロダクトをお考えの方は、ぜひシリコン型の自作も試してみてください♪
このサンプルに関連する素材
型取り用シリコン M8520 (硬化剤T40付) 1kg: https://jesmonite.official.ec/items/30324510